توربینها با شرایط بسیار سختی در داخل موتورهای هواپیما قرار دارد. آنها باید در سرعت ۳۰ هزار دور در دقیقه و در دمای بالای ۸۰۰ درجه سانتیگراد فعالیت داشته باشند. مهندسین تولیدکننده این محصولات به خوبی میدانند که کوچکترین نقص بر روی سطح توربینها میتواند کیفیت را بهشدت کم کند، هزینهها را افزایش دهد و همچنین عمر مفید موتور را کاهش دهد. آنها نیاز به کنترل کیفیت پرههای توربین با دقت بسیار بالا داشتند تا بتوانند کارایی و تولید محصولات قابلاطمینان بیشتری در صنعت هواپیمایی داشته باشند.
یک شرکت تولیدکننده در آمریکای شمالی با استفاده از تشخیص انسانی تیغههای توربین را کنترل کیفیت میکرد. نیروهای مجرب آموزشدیده برای بازرسی سطوح پرههای توربین با دقت هزارم اینچ فعالیت میکردند. کنترل کیفیت دستی نهتنها ازنظر زمانی و هزینهای مقرونبهصرفه نبود بلکه تشخیص در نقص کاملاً نظر شخصی بود به این معنا که نتایج خروجی هر شخص برای تشخیص نقص متفاوت بود. درنهایت به دلیل وقتگیر بودن کنترل کیفی دستی تصمیم گرفتند که کنترل کیفیت بهصورت سیستماتیک بر روی یکی از پرهها انجام دهند. کاملاً واضح است که تولید کنند با سیستماتیک کردن کنترل کیفیت در زمان خود صرفهجویی کرده و همچنین در خروج تکرارپذیری بیشتری را شاهد خواهد بود.
آنها درخواست یک دستگاه کنترل کیفیت پرههای موتور هواپیما را مطرح کردند. Louis Dicaire مدیر پروژه میگوید در اوایل این پروژه قابلیت تکرار، انعطاف و دقت بالا از ضروریات در جهت موفقیت بوده است. با توجه به تجربه قبلی تیم مهندسی شرکت Orus که بر اساس اندازهگیری چشمی در نظام کانادا بود توسعه دستگاه را ادامه دادند. و همچنین با شرکت مهندسی Genik Automation همکاری بسیار نزدیکی داشتند.
بر طبق گفتههای Dicaire، چالشهای بسیار فراوانی درزمینه طراحی مکانیکی وجود دارد ازجمله: تکرارپذیر بودن، دقت بالا و خطی بودن. با توجه به خروجی نرمافزار دستگاه که حاصل از پردازش تصویر از خورده پیکسلها است دقت دستگاه به ±۳ میکرومتر میرسد. البته این دقت زمانی نمایان میشود که از سیستم نورپردازی و تصویربرداری باکیفیت بالا استفاده شود. برای رسیدن بهدقت موردنیاز، شرکت Orus از درجه کالیبراسیون نظامی استفاده کرد. اگرچه دستگاه بینایی ماشین INL-1900x2T باعث صرفهجویی هزاران ساعت در زمان میشود، اما مزیت اصلی آن تجزیهوتحلیل دقیق و پیچیدهای است که با رابط کاربری ساده به اپراتور میدهد.
راهحل:
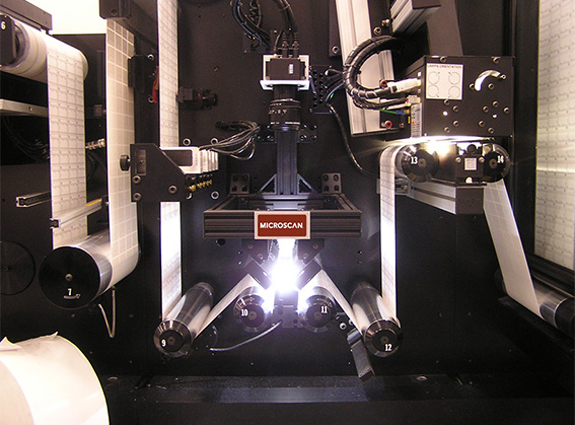
شرکت Orus ترجیح داد که نام دستگاه INL-1900x2T باشد. یک محفظه تکخطی که دارای دو ایستگاه کنترل کیفی میباشد. در ایستگاه اندازهگیری دو عدد دوربین Basler pilot GigE با رزولوشن ۱۹۲۰ در ۱۰۸۰ مجهز به لنز Telecentric (لنز خطی و بدون پرسپکتیو) و دو نور LED آبی موازی (۵۲۰ nm) استفادهشده است. در ایستگاه کنترل کیفیت سطح از چهار دوربین Basler pilot GigE استفادهشده است. رزولوشن اولین دوربین کنترل سطح ۱۹۲۰ در ۱۰۸۰ میباشد و سه دوربین بعدی ۶۴۰ در ۴۸۰ میباشد. دو دوربین با شرکت CCS تولیدکننده سیستم نورپردازی از نور Diffuse on-axis lights و دو دوربین با شرکت CCD تولیدکننده نورپردازی از نور Backlight استفادهشده است. یک ربات Fanuc 6 درجه آزادی ۲۰۰iC با کنترلگر ۴U که با یک PLC Omron در ارتباط است کار میکند. نرمافزار مورداستفاده از Matrox Imaging Library (MIL) 9.0 به همراه Processing Pack 1 میباشد.